
| Apparat og type | Elektroniske presisjonskomponenter laget av plastinjeksjonsform med flere hulrom, | |||||
| Delnavn | Mobilkontakt | |||||
| Harpiks | Pulvermetallurgiske materialer | |||||
| Antall hulrom | 1*8 | |||||
| Muggbase | S50C | |||||
| Stål av hulrom og kjerne | S136 HRC 52-54 | |||||
| Verktøyvekt | 450 kg | |||||
| Verktøystørrelse | 450X350X370mm | |||||
| Trykk på Ton | 90T | |||||
| Muggliv | 1000000 skudd | |||||
| Injeksjonssystem | Hot runner, 2 stk Mold-master hot tips | |||||
| Kjølesystem | Avkjøling med olje, formtemperatur 120 grader | |||||
| Utkastsystem | To-trinns utkast | |||||
| Spesielle punkter | Pulvermetallurgiske materialer, presisjonssprøytestøpe, varmløper, 8 hulromsform, kort syklustid | |||||
| Vanskeligheter | Høy presisjonstoleranse, høytemperaturform, kort støpetid og svært kort støpesyklustid.Materialet er pulvermetallurgisk materiale med kort kjøletid og høy etterspørsel etter injeksjonsmaskiner. | |||||
| Ledetid | 4 uker | |||||
| Pakke | Muggopphold i Kina for produksjon av plaststøping | |||||
| Pakke varer | Sertifisering av stål, endelig 2D- og 3D-verktøydesign, hot runner-dokument, reservedeler og elektroder... | |||||
| Krymping | 1.005 | |||||
| Overflatefinish | SPI B-1 | |||||
| Syklustid for sprøytestøping | 9 sekunder | |||||
| Andre behandling av produkter etter støping | Varmebehandling for støpte produkter | |||||
| Eksporter til | Muggopphold i Kina for produksjon av plaststøping | |||||
Vanskelighetene
Høy presisjonstoleranse, høytemperaturform, kort støpetid og svært kort støpesyklustid.
Materialet er pulvermetallurgisk materiale med kort kjøletid og høy etterspørsel etter injeksjonsmaskiner.
Hva er pulvermetallurgi?
Pulvermetallurgi er en produksjonsprosess som bruker trykkkomprimering og sintring av metallpartikler for å lage en rekke deler og komponenter.Prosessen går ut på å blande sammen pulveriserte metaller som jern, aluminium, bronse, rustfritt stål og kobolt med smøremidler og bindemidler før de utsettes for høyt trykk.Den resulterende blandingen varmes deretter opp til materialene smelter kjemisk sammen, og skaper deler som er mye sterkere enn tradisjonelle støpte eller maskinerte komponenter.
På grunn av sin allsidighet har pulvermetallurgi blitt stadig mer populær for produksjon av komplekse deler som brukes i bil-, romfarts- og forbrukerelektronikk.
Hva er høytemperaturmugg?
Høytemperaturstøping er en type sprøytestøpingsprosess som bruker forhøyede temperaturer og trykk for å produsere deler med høy styrke og holdbarhet.Prosessen fungerer ved å varme opp rå termoplastisk materiale til det er smeltet og deretter sprøyte det inn i en lukket form hvor det holdes på plass under trykk.Varme fra den smeltede harpiksen kombinert med trykk fører til at materialet formes til ønsket form før avkjøling.Denne prosessen gjør det mulig å lage komplekse deler som er motstandsdyktige mot ekstreme temperaturer og etsende kjemikalier, noe som gjør dem ideelle for bruk i industrier som bilindustri, romfart, medisinsk utstyr og elektronikk.
Vanlig plastmateriale inkluderer: PEEK, PPSU, ULTEM® (Polyetherimid, PEI), Celazole®, Vespel®, Torlon® (Polyamid-imid) og så videre.
Formdesign for høytemperaturmugg
Når du designer støpeformer for høytemperaturplast, er det viktig å inkludere varmeoverføringskanaler samt bruke termiske pinner for å sikre at plasten avkjøles jevnt under sprøytestøpeprosessen.
I tillegg er det viktig å velge riktig formmateriale for å lage deler som tåler ekstreme temperaturer uten å vri seg eller sprekke.
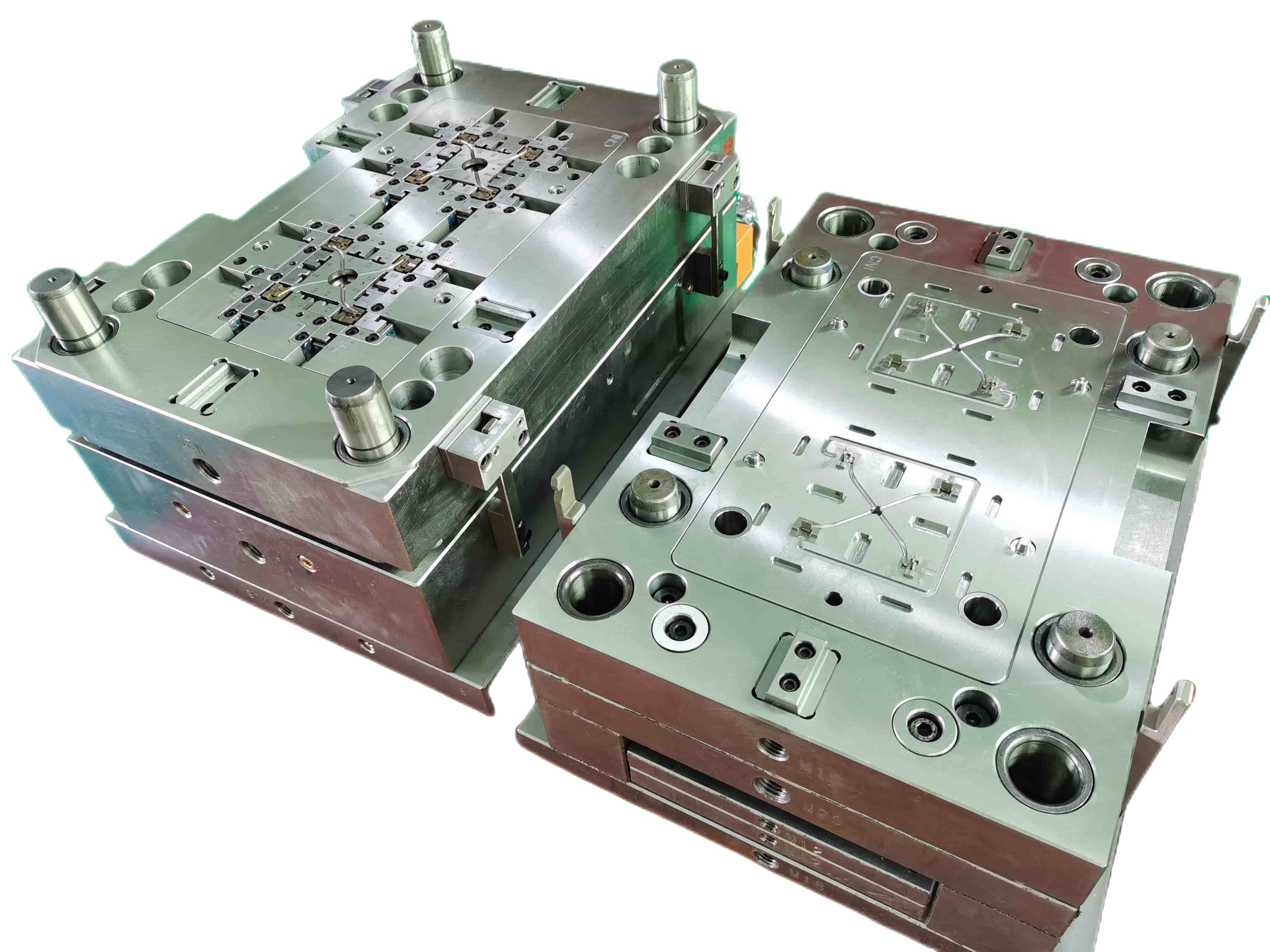
I dette prosjektet brukte vi stål av S136 med HRC 52 ~ 54, produksjonsvolumet er veldig høyt, 100 000 stk deler var nødvendig hver dag, så vi brukte 8 hulromsformer og lagde mange kopier for å møte mengdeforespørselen.For avkjøling avkjøles den med olje og formtemperaturen når 120 grader.Syklustiden er 9 sekunder og vi brukte 2-trinns utkasting for frigjøring av deler.Denne delen vil varmebehandles etter støping.



Injeksjonsstøpeverktøyet er 8 hulrom høytemperatursprøytestøpe.
Plast er pulvermetallurgiske materialer og de støpte delene vil trenge varmebehandling siden det er den mobile kontakten.
Syklustiden for sprøytestøping er veldig kort, 9 sekunder for ett skudd.



Vi har laget mange kopiverktøy for denne kunden.Designerne våre jobber veldig effektivt, for DFM er det ferdig innen 1 dag, 2D layout innen 2 dager og 3D innen 3 dager.
Ledetiden for formproduksjon er 4 uker.
For formdesign, når tiden er veldig presserende, lager vi normalt 3D-tegning direkte etter DFM, men det må selvfølgelig være basert på kundenes godkjenning.

2D layout

3D formdesign

3D formdesign
FAQ
Vår hovedvirksomhet er produksjon av plastinjeksjonsstøpeformer, formstøping, plastsprøytestøping, formstøping (aluminium), presisjonsmaskinering og hurtig prototyping.Vi tilbyr også verdiøkende produkter, inkludert silisiumdeler, metallstemplingsdeler, ekstruderingsdeler og rust.
Nei, vi er en ekte formproduksjon og plastsprøytestøpefabrikk.Vi kan gi registreringsbilde for referanse og annen informasjon du ønsker om nødvendig.I mellomtiden kan du besøke oss når som helst, selv uten avtaler.
Suntime-teamet tilbyr 24/7 servicearbeid.For kinesiske helligdager kan våre selgere og ingeniører ta overtidsarbeid for alle nødssituasjoner.Og når det er nødvendig, vil vi gjøre vårt beste for å be arbeidere om å ta overtidsarbeid i ferier med dagskift og nattskift for å møte dine presserende behov.
Vi har mer enn ti års erfaring med eksport til det globale markedet, eksportert plastsprøytestøpeform, støpt støpeform, støpedeler, sprøytestøpte plastprodukter og CNC-maskinkomponenter etc.
For støpeformproduksjon har vi CNC, EDM, slipemaskiner, fresemaskiner, boremaskiner, etc,.For tilpasset plaststøping har vi 4 injeksjonsmaskiner fra 90 tonn til 400 tonn.For kvalitetsinspeksjon har vi hexagon CMM, projektor, hardhetstester, høydemåler, vernier caliper og så videre.











